2年連続受賞、2024年度 省エネ大賞 製品・ビジネスモデル部門 省エネルギーセンター会長賞 『省エネ型ヒートポンプ式アンモニア回収装置』
この度、木村化工機株式会社(以下「当社」)はコベルコ・コンプレッサ株式会社と共同応募し、『省エネ型ヒートポンプ式アンモニア回収装置』(以下「本製品」)が一般財団法人省エネルギーセンター主催の「省エネ大賞 製品・ビジネスモデル部門 省エネルギーセンター会長賞」を受賞いたしました。
本製品は従来の蒸気を用いる蒸留法と比べて、一次エネルギー使用量を約8割削減、CO2排出量を約8割削減できました。高い省エネ性と環境対策への寄与が高く評価されました。
今回の受賞は、当社としては、2017年度 省エネ大賞 省エネ事例部門 経済産業大臣賞(産業分野)を受賞した「メタノール蒸留工程における廃熱を活用した省エネルギーの取り組み」、2023年度 省エネ大賞 製品・ビジネスモデル部門 省エネルギーセンター会長賞を受賞した「省エネ型ヒートポンプ式低温蒸発装置」に続く、3度目の受賞となりました。

🔳本製品の特長
従来のアンモニア回収は、蒸留法(スチームストリッピング法)により放散塔でアンモニアを除去した後、アンモニア水として回収する方法や、除去したアンモニアガスを希釈して触媒燃焼法により無害化する方法が主流です。蒸留法は大量のエネルギーを消費することが課題でした。
本製品は次の技術的な特長により、蒸留法と比較して、一次エネルギーを約8割削減、CO2排出量も、約8割削減します。
<技術的な特長>
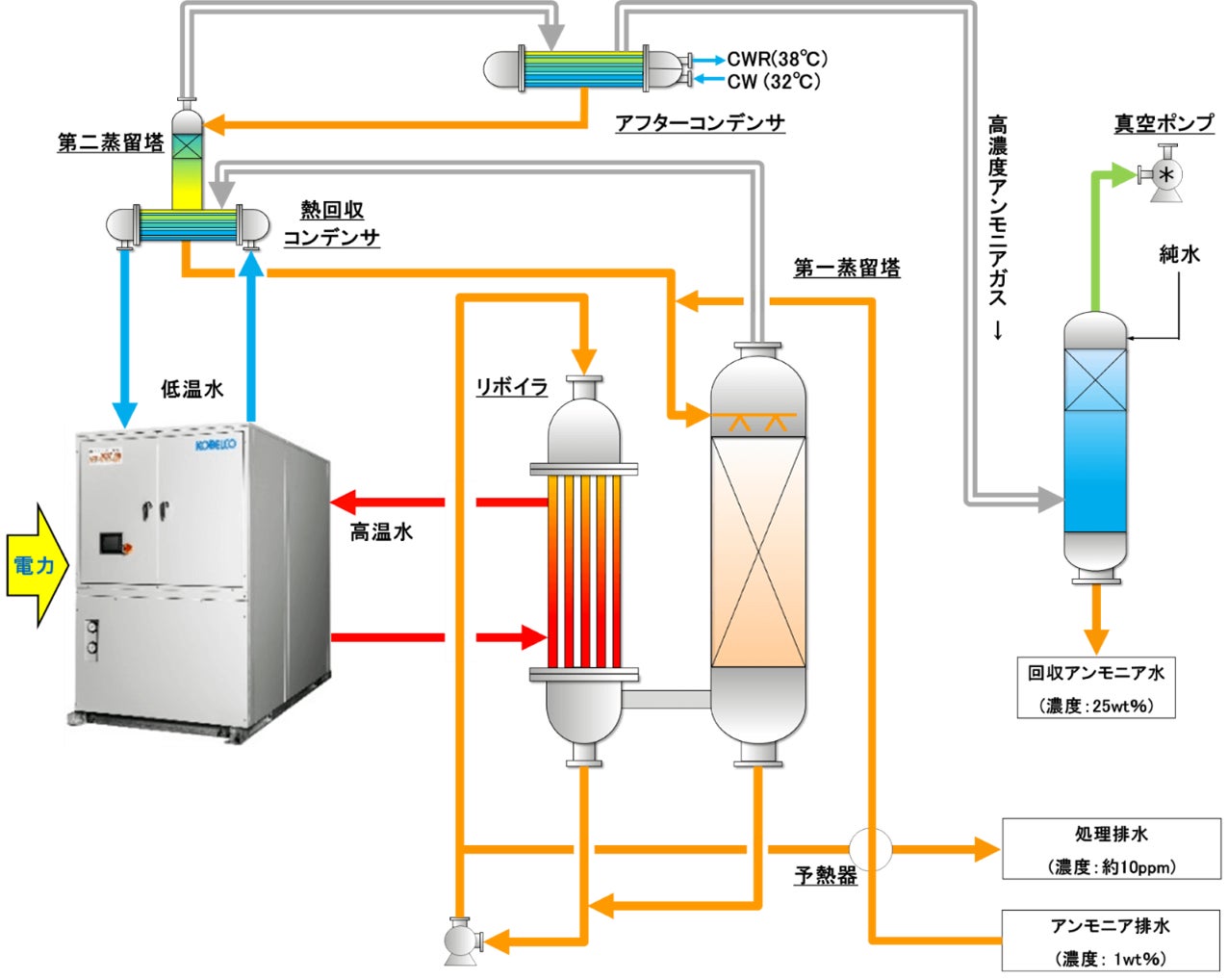
・蒸留プロセスフローの改善 ①熱回収コンデンサの設置
蒸留の濃縮部と回収部の間に熱回収コンデンサを設置し、熱負荷が大きい回収部から高温の熱源水から冷却熱を回収して、ヒートポンプで昇温後、リボイラの加熱源に活用します。
・蒸留プロセスフローの改善 ②第二蒸留塔の設置
熱回収コンデンサ内でアンモニアを含むベーパー全量が凝縮すると、露点降下を起こし、ヒートポンプの加熱COP低下を招きます。そこで、第二蒸留塔を設け、熱回収コンデンサで分縮操作することにより、アンモニアを第二蒸留塔でもさらに蒸留することにしました。第二蒸留塔はリボイラを用いず、余剰熱だけで稼働するため、熱効率を向上させることに成功しました。
・高加熱COPのヒートポンプの開発・導入
従来の汎用型ヒートポンプは、5℃~30℃の熱源水から30℃~90℃の温水取り出しが可能な高圧縮タイプが主流でした。
本製品では、50℃~70℃の熱源水から最大95℃の温水が取り出せる高加熱COPのヒートポンプである「HEM-HR95-GN」を、コベルコ・コンプレッサ株式会社と共同検討により、開発・導入しました。これにより大幅な省エネルギーを達成しました。
<高加熱COPのヒートポンプ「HEM-HR95-GN」>
・コベルコ・コンプレッサ株式会社と共同検討により開発
・50~70℃の熱を回収して、最高95℃の温水供給が可能
・最高加熱COP 7.5 を達成
・加熱能力 max 490kW
・GWP(地球温暖化係数)が1以下の、環境負荷が低い冷媒を使用(AGC製 R1224yd(Z))
・高圧ガス保安法の手続き不要
・熱回収蒸留プロセスの解析に必要なソフトの自社開発
蒸留プロセスにおいて、任意のヒートポンプと熱回収コンデンサの導入に関して、全体の必要エネルギー量を解析できるシミュレーションプログラムを自社で開発しました。これによりヒートポンプと蒸留塔の連動性を向上させることができました。
🔳アンモニア廃液から水素を回収して発電する実験に成功
ホームページで動画配信中
https://www.kcpc-engineering.co.jp/ede/nh3-rqp/
🔳本製品の省エネ性
従来の蒸気による蒸留法(スチームストリッピング式)と比較すると、表1のように、本製品のエネルギー削減率は、ヒートポンプ台数や最大処理量が変わっても81.4%と大きな削減率となっています。
表1.ヒートポンプ式とスチームストリッピング式の省エネ性の比較

【換算値、係数】
・一次エネルギー換算値 電気(全日買電) = 8.64×10-3(GJ/kwh)
・蒸気のエネルギー換算値 = 2.573(GJ/ton)
・1次エネルギー換算値 産業用蒸気=1.17(GJ/GJ)
・原油換算係数 = 0.0258(KL/GJ)
・年間運転時間 = 8,000(h/年)
🔳本製品の環境保全性・省資源性・リサイクル性
従来法(蒸気による蒸留法)と本製品とのエネルギー使用量の比較からCO2削減率を算出すると、表2の通り、アンモニア排水35ton/hr迄の範囲で83.5%となり、大幅なCO2削減が期待できます。本製品は2050年のカーボンニュートラルに向けて低炭素社会の実現に寄与します。
また、ヒートポンプに採用している冷媒は、代替フロンよりも更に地球環境への負荷が低い新冷媒であるGWP(地球温暖化係数)1以下のグリーン冷媒です。
表2.本製品(ヒートポンプ基数別)と従来法のCO2排出量とCO2削減率の比較

【換算値、係数】
・蒸気のエネルギー換算:2.573 GJ/ton
・年間運転時間:8,000時間
・産業用蒸気のCO2排出係数:2.573(GJ/ton)×0.0654(t-CO2/GJ) = 0.1683(t-CO2/ton)
・温対法に基づく電気使用によるCO2排出係数:0.000429(t-CO2/kW)
🔳本製品の市場性・経済性・安全性
国内のアンモニア生産量は、年間約100万トンで、工業用アンモニア(CPL,AN用途)の年間出荷量は約35万トン、その他、半導体関連用途である高純度アンモニアは、安定的に3,500トン前後で推移しています。
仮に工業用アンモニアの内需量である年間約35万トンの内、1wt%が排水として系外へ放出しているとすると、排水中のアンモニア濃度1wt% (10,000ppm相当)で、総排水量は35万トン/年となり、回収アンモニアで3,500トン-NH3となります。実際には、工業用以外にも発酵食品、糞尿、ごみ由来等もあり、さらに需要は見込めます。
🔳会社概要
木村化工機株式会社は、資源循環・低環境負荷のエネルギー供給などを通して、製造業の持続可能性・持続可能な社会づくりに貢献する総合エンジニアリング会社です。蒸留・蒸発装置の省エネとCO2排出削減において業界トップクラスの技術力と研究開発力を有しています。
社 名:木村化工機株式会社
本 社:〒660-8567 兵庫県尼崎市杭瀬寺島二丁目1番2号
創 業:1924年
代 表 者:代表取締役会長兼社長 小林 康眞
事業内容:エンジニアリング事業、化工機事業、エネルギー・環境事業
T E L:06-6488-2501(代表)
U R L:https://www.kcpc.co.jp/
このプレスリリースには、メディア関係者向けの情報があります
メディアユーザー登録を行うと、企業担当者の連絡先や、イベント・記者会見の情報など様々な特記情報を閲覧できます。※内容はプレスリリースにより異なります。
すべての画像